Índice
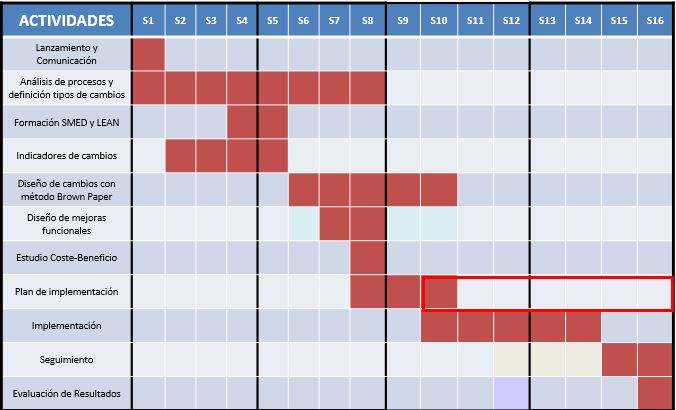
Resumen Planing / Recursos / Objetivos
Objetivos claves del Proyecto
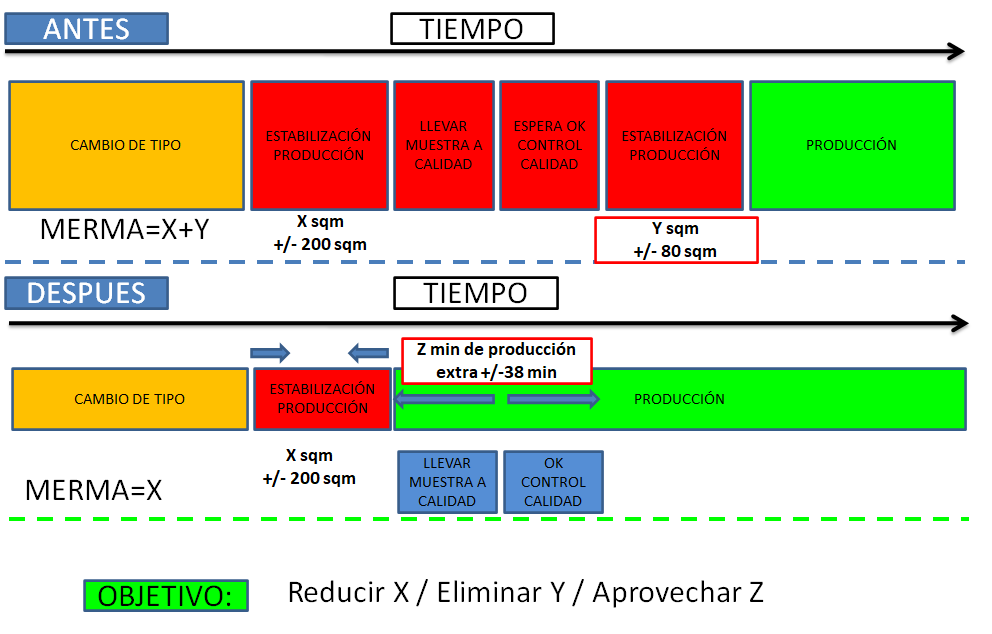
- Flexibilizar los procesos de cambios con el objetivo de reducir el Lead Time de la planta en su línea de productos estratégicos.
- Formar el personal a los conceptos de mejora continua & Involucrar al personal en cada etapa del proceso de re-ingeniería de los cambios
- Introducir los conceptos 5S, Ergonomía, SMED y Trabajo en paralelo
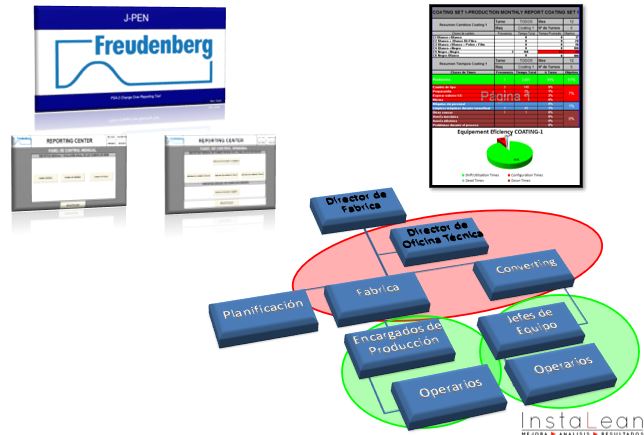
- Crear un programa de Reporting permitiendo de conservar y controlar los resultados
- Formar un equipo interno a la gestión & ejecución de proyectos SMED
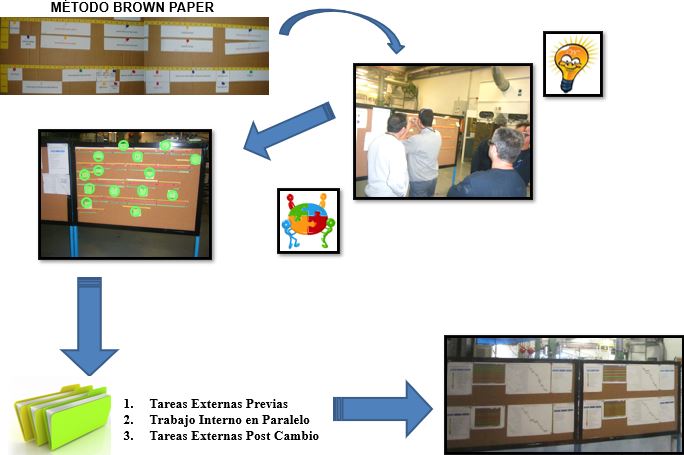
Resumen de Metodologia & Acciones en 7 pasos
Step 1: Formar para cambiar / abrir las mentes

Step 2: Clasificar / Eliminar la variabilidad
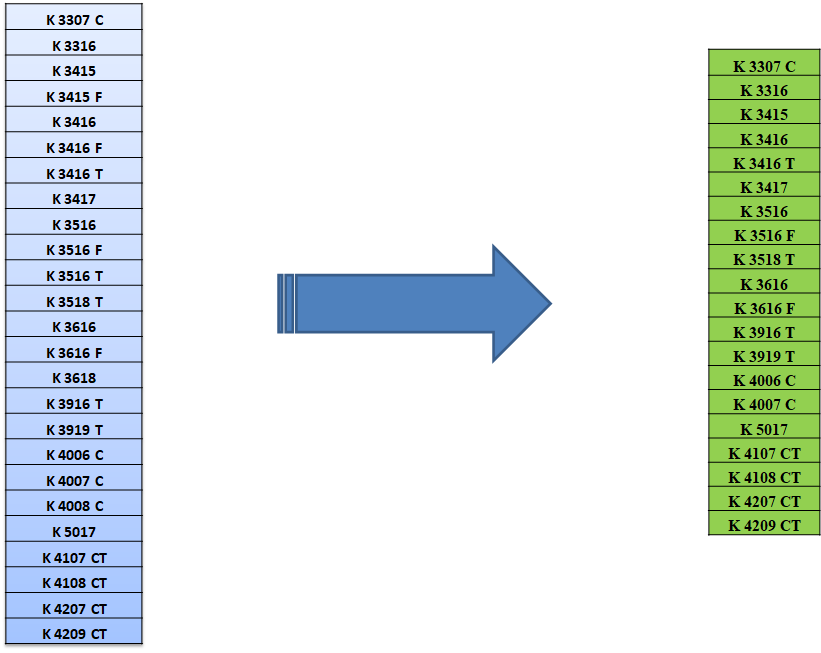
2.1 Definir los Key-Products
Reducción de 25 a 20 Key Products eliminando los productos con niveles de producción bajos o nulos en 2012.
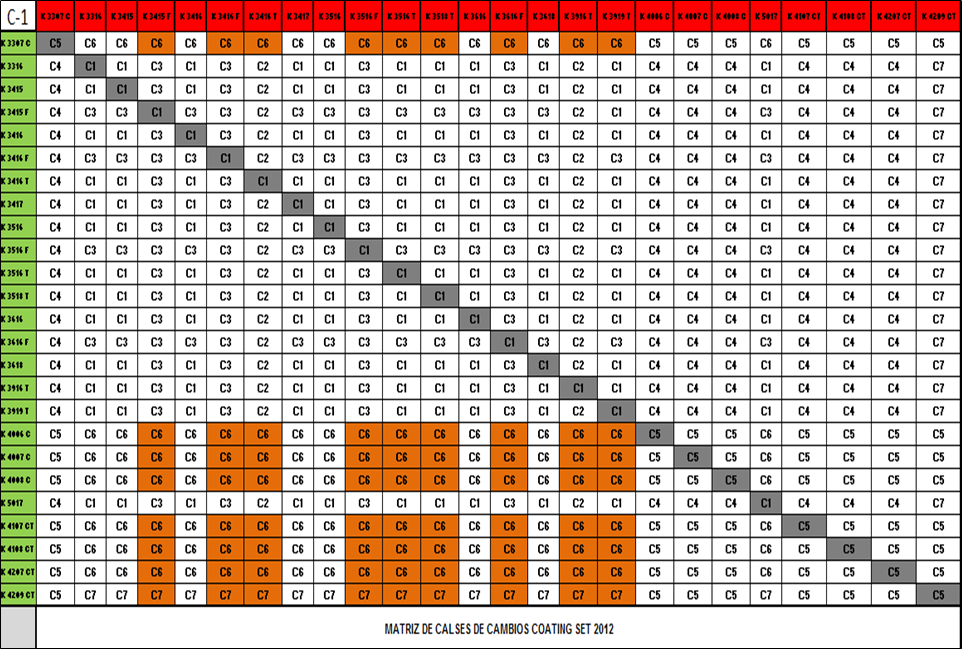
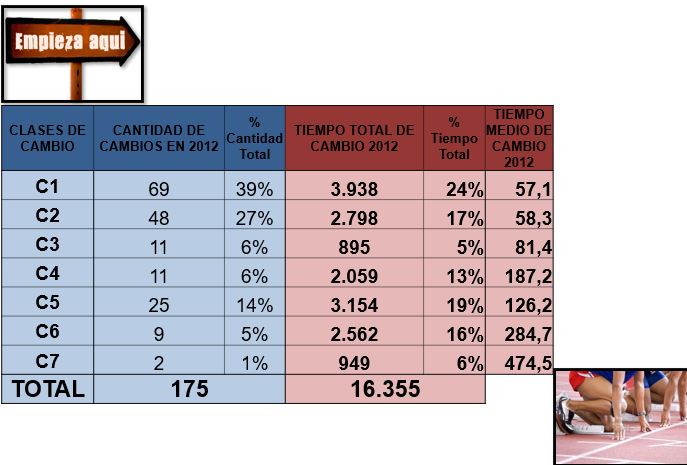
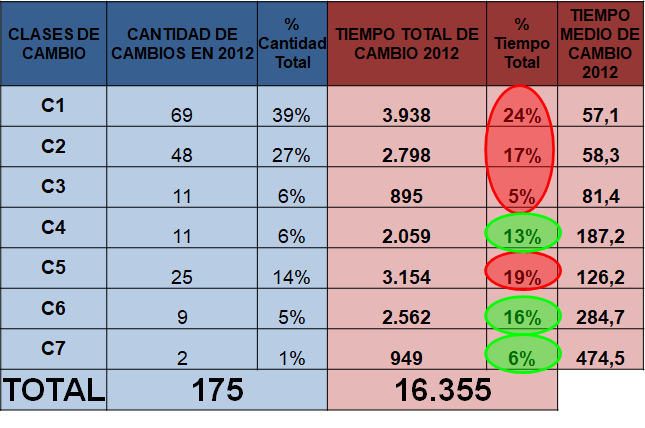
2.2 Crear Matriz de Clases de cambios
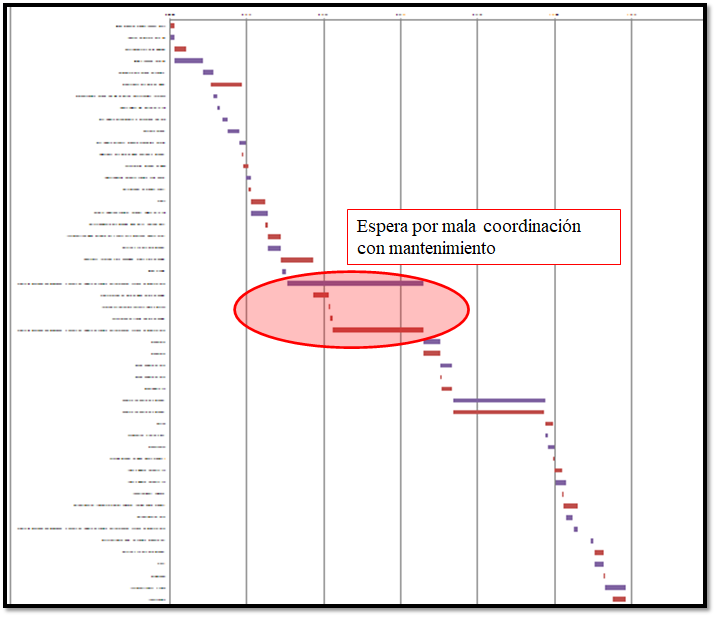
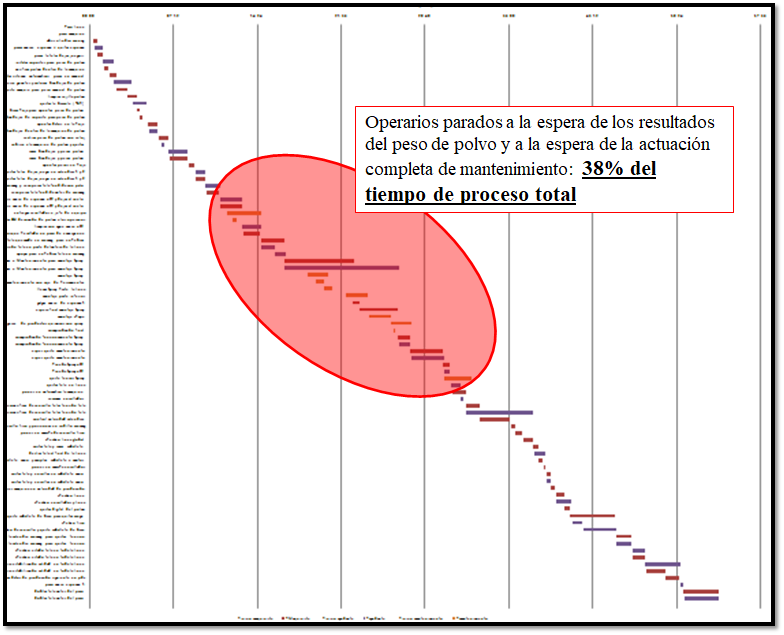
Step 3: Definir el Punto de Partida: ¿Donde Estamos?
Step 4: Mejorar el entorno de trabajo
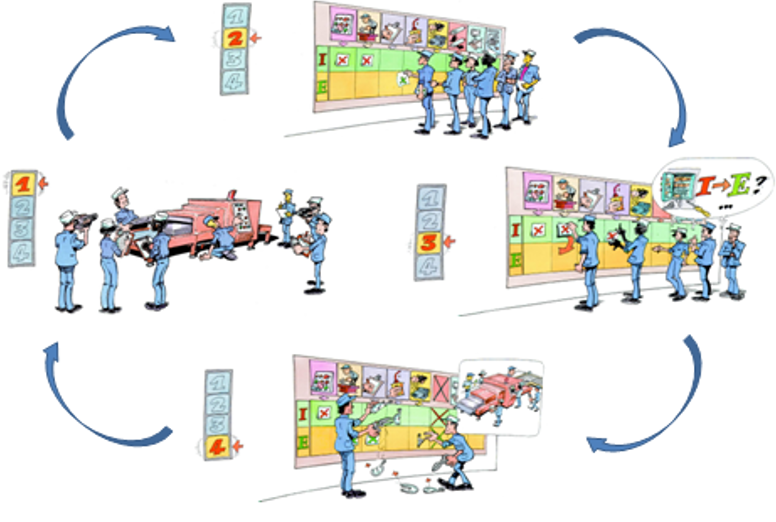
Step 5: Re-Ingeneria Democratica
Step 6: Controlar & Capitalisar las Mejoras
Step 7: Mejoras Técnicas & Funcionales


- Supresión de la necesidad del “Sprays” & Independencia con Mantenimiento
- Mejora Mecánica de la Maquina Villars
- Mejora Eléctrica de la Maquina Villars
Observaciones Lean cambio C2: Blanco->Blanco con Spray
- Creación de un programa de control de la desviación de polvo & Independencia con los encargados de producción
- Control de los encargados a través del Reporting
- Control de los encargados a través la supervisión de las tareas externas
Observaciones Lean cambio C2: Blanco->Blanco con Spray: 54 minutos
Resumen de Re-Ingeniería de procesos
Cantidad de procesos optimizados
- 66% de los cambios observados, definidos y optimizados
- 34% de los cambios mejorados

Resumen de Re-Ingeniería de procesos
| Ouput1 | Output2 | Output3 | |
| C1 | Tareas Externas previas | Secuencia de trabajo con 2 PAX | Tareas Externas post-cambio |
| C2 | Tareas Externas previas | Secuencia de trabajo con 2 PAX | Tareas Externas post-cambio |
| C3 | Tareas Externas previas | Secuencia de trabajo con 2 PAX | Tareas Externas post-cambio |
| C4 | Tareas Externas previas | Secuencia de trabajo con 2 PAX | Tareas Externas post-cambio |
| C5 | Tareas Externas previas | Secuencia de trabajo con 2 PAX | Tareas Externas post-cambio |
| C6 | Tareas Externas previas | Secuencia de trabajo con 2 PAX | Tareas Externas post-cambio |
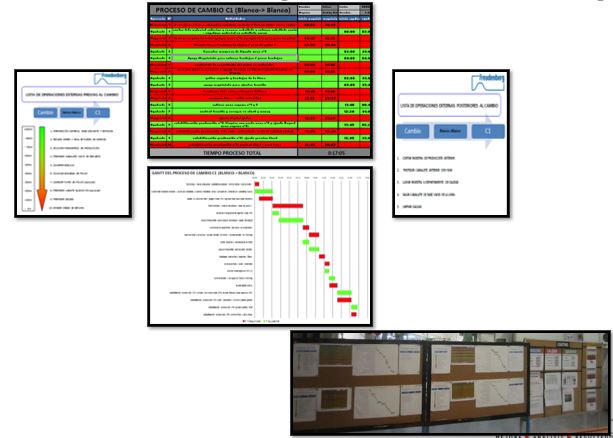
Dossier de proceso
Resumen de Acciones Realizadas & Pendientes
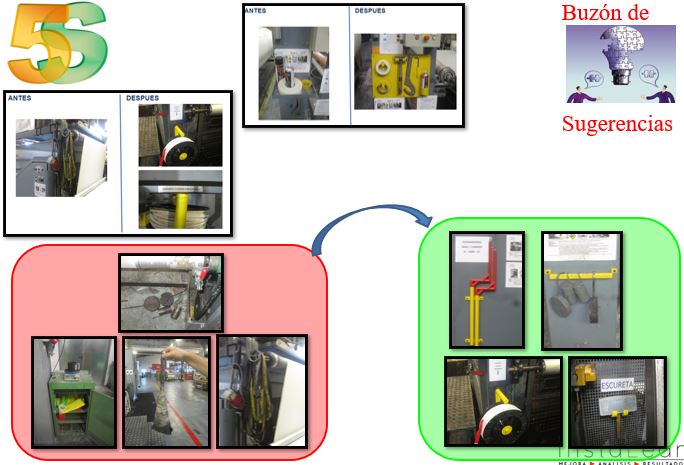
Acciones 5S: Orden / Limpieza / Seguridad
| Estado | Cumplimiento | % | ||||
| Plan | 28 | 100% | ||||
| PENDIENTES | 17 | 60% | ||||
| Act / Implementado | 5 | 19% | ||||
| Descartadas | 6 | 21% |
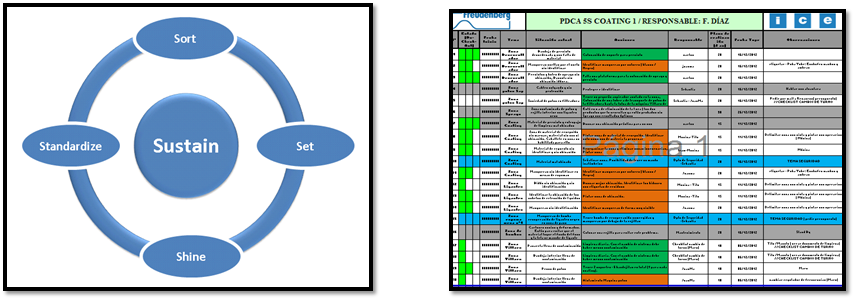
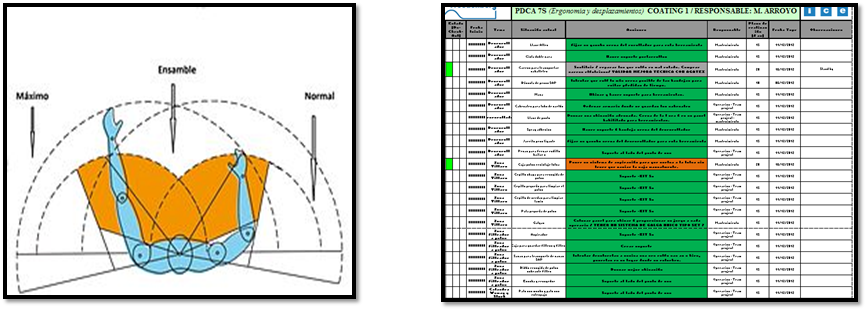
Acciones 7S: Ergonomía / Desplazamientos
| Estado | Cumplimiento | % |
| Plan | 52 | 100% |
| PENDIENTES | 5 | 10% |
| Act / Implementado | 39 | 75% |
| Descartadas | 8 | 15% |
Acciones Organizativas
- Creación del dossier de procesos
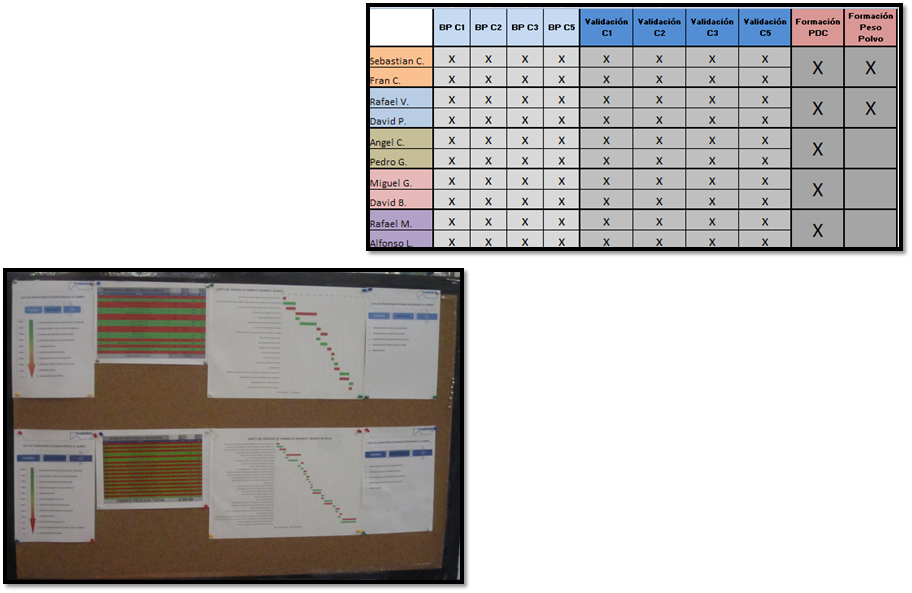
- Formación de los operarios
- Definición del trabajo externo
- Definición de los Objetivos
Acciones Funcionales
- Creación del programa de peso de polvo
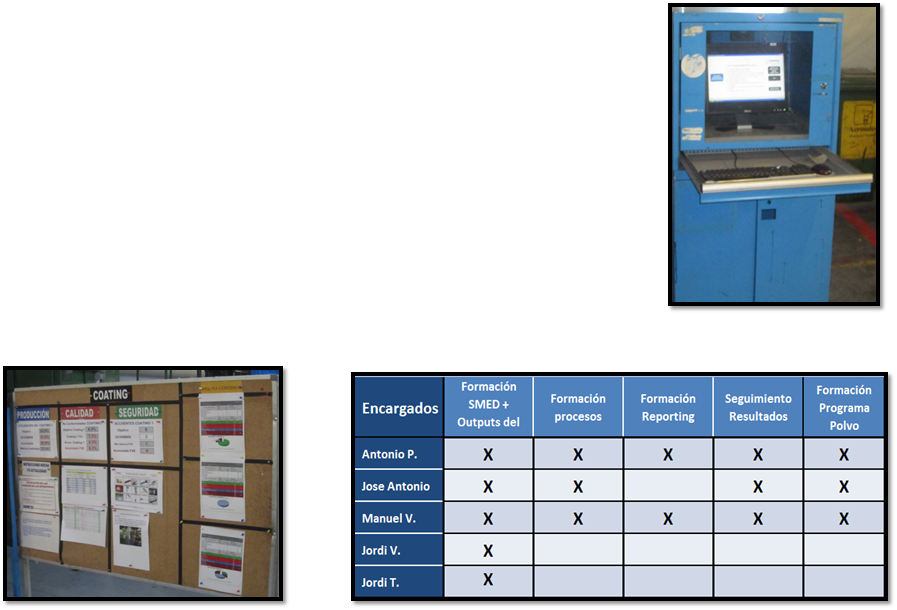
- Formación de los encargados
- Creación de paneles de comunicación & Reporting
Puntos pendientes

Uso del programa de peso de polvo:
Control desviación peso real Vs Target / Desviación peso bandejas / Ajuste Digital
Externalización del trabajo del ayudante:
Tener un caballete suplementario para los inicios de producción
Resultados del Proyecto
Análisis de los primeros resultados sobre el periodo de implementación
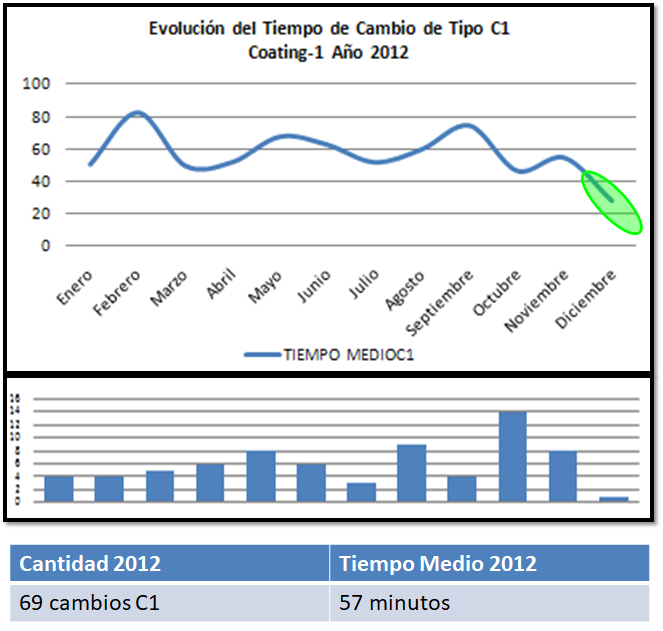
Tendencias 2012 del Coating 1
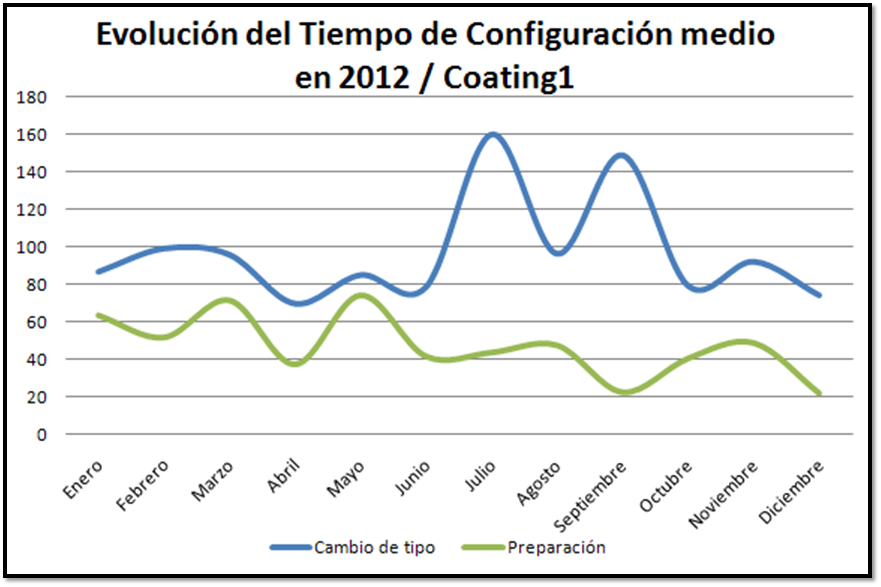
Evolución de los cambios C1 Blanco->Blanco
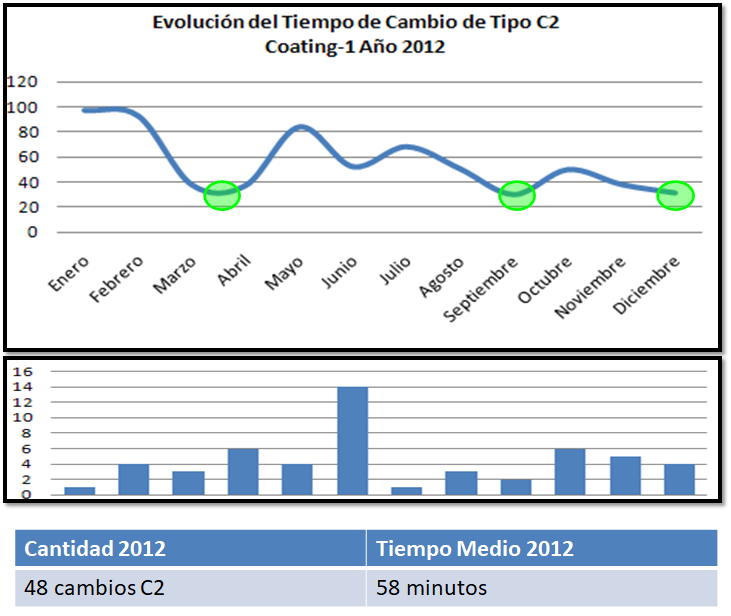
Objetivos a corto plazo para los cambios C2 Blanco->Blanco Bi-Co.
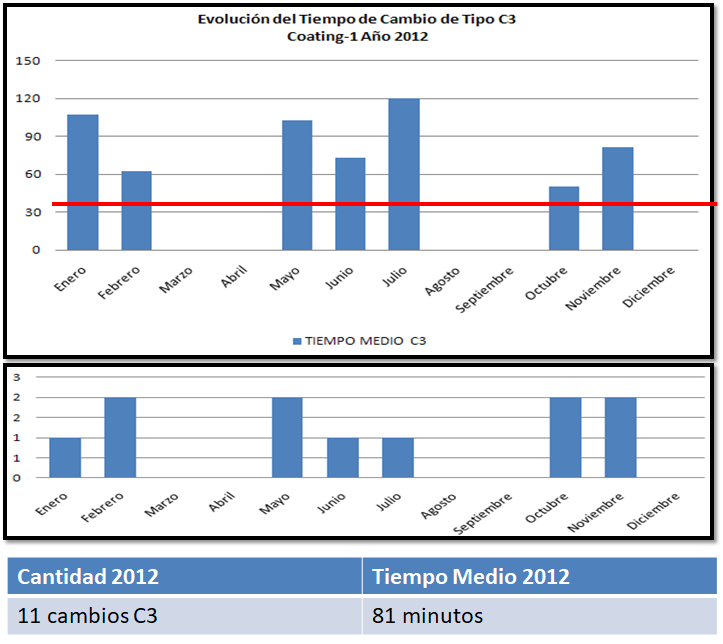
Objetivos a corto plazo para los cambios C3 Blanco->Blanco con Film
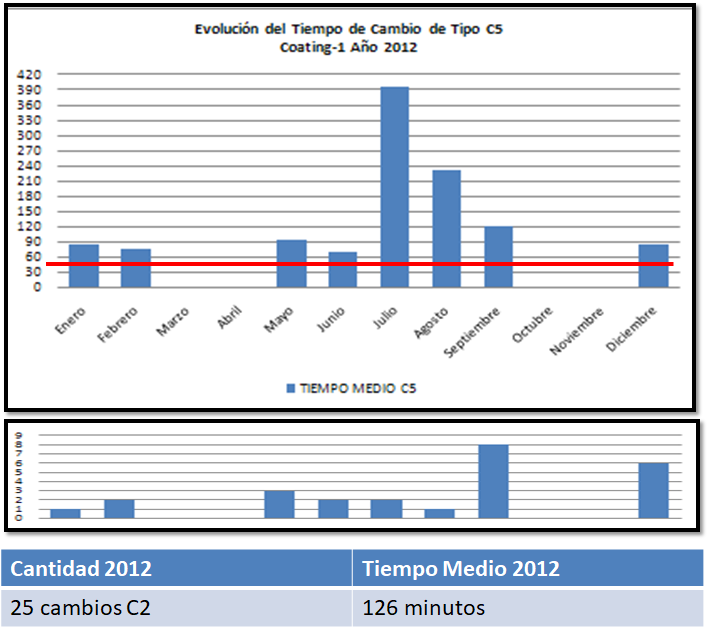
Objetivos a corto plazo para los cambios C5 Negro->Negro
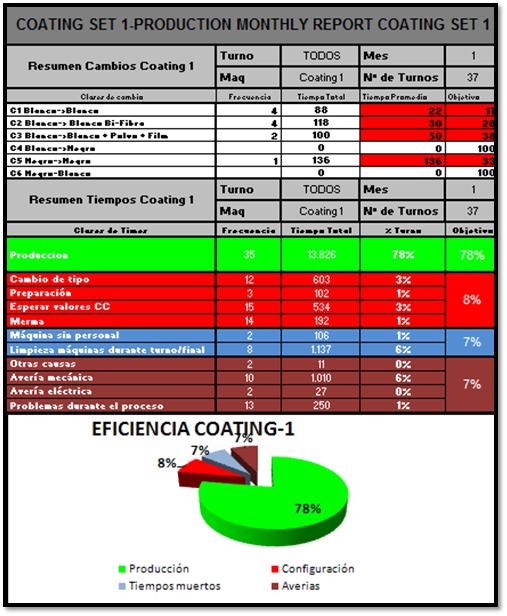
Resumen de Resultados DEL 2/01/2013 AL 17/01/2013

Eficiencia Coating enero 2013
Futuro a corto plazo
Ahora podemos empezar a mejorarnos!
Mejoras aplicables a todos los cambios

Control de los Resultados / Apoyar y Motivar a los operarios
- Revisión diaria con los operarios de los tiempos de cambios y de los problemas encontrados.
- Revisión semanal con el encargado de producción de los tiempos de cambios.
- Revisión semanal de los planes de acción de mejora continua y de las acciones en curso
Otras oportunidades de Mejora
Controles de calidad
Hoy en día durante cada cambio de tipo tenemos varias fuentes de derroches debido al proceso actual de control de calidad estricto:
- Permitir la producción sin interrupción en los casos donde el proceso de preparación de la producción este controlado
- Analizar los procesos de preparación de producción no controlados
- Tener un indicador de controles de calidad en la línea de producción
Evaluación de los ahorros de material potenciales con un cambio de proceso
de arranque de producción